专业设计生产和销售
为您解决从设计方案一切事务
全国免费咨询热线
0510-87670999
全国免费咨询热线
0510-87670999

电 话:13771751773(陈先生)
电 话:13806151840(张先生)
电 话:15862465854(耿小姐)
座 机:0510-87670999
邮 箱:szdcmj2008@vip.163.com
网 址:www.jsdingjian.com
地 址:江苏省宜兴市徐舍镇徐丰路23号模架科技产业园A-6

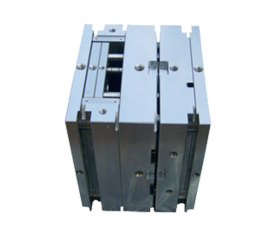
采用孔框齐出,一次装夹完成加工,有效地减少重复装夹造成的误差,从而保证孔、框的相对位置的准确性,GB(GP)孔公差可根据配件要求的配合公差采用精镗加工,双色模架尺寸的对称性及互换性极高,对尺寸的绝对位置要求特别高,所以精度要求比普通模架更高。
最常见的模架就是两开模,所谓的两开模,就是有两个主要的型腔,你可以左右开模,也可以上下开模,因此,只有在上下开模的工作情况下,才有上模,下模的意义存在。
一般来说,上下开模是在冲床,浇注机,液压机上最为常见,并且在这种情况下,上模也叫做动模,下模叫做 静模,这是因为,开模的时候是机械机构带动动模上升,完成开模动作,所以,就出现了上模和下模。
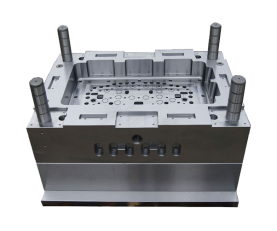
简单来说,模架有预成型装置、定位装置及顶出装置。一般配置为面板、A板(前范本)、B板(后范本)、C板(方铁)、底板、顶针面板、顶针底板、以及导柱、回针等零配件。
模架上方是一个典型模架结构图。 右边部份称为上模,左边部份称为下模。 注塑时,上下模会先结合,让塑料于上下模块成型部份成型。 然后上下模会分开,并由以下模为主的顶出装置将成品推出。

电 话:13771751773(陈先生)
电 话:13806151840(张先生)
电 话:15862465854(耿小姐)
座 机:0510-87670999
网 址:www.jsdingjian.com
邮 箱:szdcmj2008@vip.163.com
地 址:江苏省宜兴市徐舍镇徐丰路23号模架科技产业园A-6